Food Processing Equipment and Solutions from IEDCO
IEDCO provides engineered solutions for many common food manufacturing operations, including:
- Pneumatic conveying systems for gentle, dust-free transfer of powders and fragile ingredients
- Bulk bag unloaders and fillers for efficient handling of large ingredient quantities
- Gaylord box handling and tilting systems for automated ingredient discharge
- Batching and dosing systems for accurate ingredient weighing and formulation
- Storage hoppers and feed systems for controlled product delivery
- Vacuum feed wands for efficient powder extraction
- Rotary and butterfly valves for sanitary flow control
- Drum and container handling systems for ergonomic ingredient transfer
Many of these systems are designed as closed, contained processes, which improves hygiene, prevents airborne dust, and protects operators while handling powders such as flour, milk powder, spices, and nutritional ingredients.
IEDCO engineers each system to integrate with existing processing equipment and facility constraints, including limited floor space, low ceiling heights, or complex process layouts.
Case Study:
Automated Feeder Refill System for Condiment Manufacturing
Company Profile
International food manufacturer located in Jefferson, Wisconsin.
Challenge
The manufacturer was adding three loss-in-weight (LIW) feeders to an existing condiment production line. They needed an accurate and hygienic way to refill each feeder from a remote ingredient storage location.
The project presented several challenges:
- Limited ceiling height (less than 8 feet)
- Restricted floor space
- A need to maintain accurate feeder weighing
- Equipment that could be easily removed for cleaning
Manual refilling was inefficient and risked contamination and weighing inaccuracies.

Solution
IEDCO designed a low-profile pneumatic conveying refill system spesigned to keep operators safely at floor level while maintaining efficient product flow.
The system included:
- Two bag dump stations with bag compactors
- Two bulk bag unloading systems with surge hoppers
- Four vacuum-tolerant sifters
- Four pneumatic transfer batching systems
- A portable delumper for densified materials
Product is discharged from either the bulk bag unloaders or bag dump stations, passed through sifters, and transferred using pneumatic conveyors mounted on pneumatic lifts. The system then fills containers on a roller track scale system for accurate batching.
Results
The new system automated the feeder refill process while maintaining a sanitary, closed transfer environment.
Benefits included:
- Reduced manual labor
- Improved hygiene and dust containment
- Accurate automated refilling
- Easier cleaning due to mobile equipment design
Major Equipment Provided
- Pneumatic conveying systems
- Storage hoppers
- Pneumatic feed wands
- Portable feeder carts with integrated controls
Case Study:
Gentle Ingredient Transfer from Gaylord Boxes
Company Profile
Frozen meal manufacturer located in Jackson, Ohio.
Challenge
The company began receiving large volumes of ingredients such as dried pasta and other food products in Gaylord bulk boxes.
They needed a reliable way to transfer these ingredients to their production process without:
- Product breakage
- Excess manual handling
- High labor requirements
Maintaining product quality during transfer was a key priority.
Solution
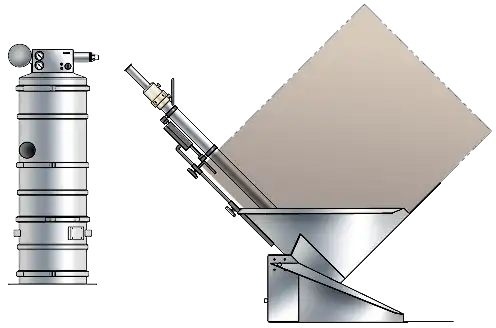
IEDCO engineered a system combining Gaylord tilters with pneumatic conveying technology to automate ingredient transfer.
The system included:
- Six Gaylord tilters
- Automated vacuum feed wand holders
- Pneumatic conveyors for ingredient transport
- Dense phase conveying to protect fragile products
The feed wand holders moved automatically during operation, helping break product bridges and ensuring consistent material flow without operator intervention.
Results
The automated system significantly improved ingredient handling efficiency.
Benefits included:
- Gentle transfer of fragile food products
- Reduced product breakage
- Lower labor requirements
- Efficient and continuous ingredient feeding
Major Equipment Provided
- Pneumatic feed wands
- Pneumatic conveyors
- Gaylord tilters
Case Study:
Low-Profile Bulk Bag Unloader for Milk Powder Processing
Company Profile
Specialty nutritional food manufacturer located in Wautoma, Wisconsin.
Challenge
The manufacturer needed to unload bulk bags of milk powder into processing equipment located on the floor below.
However, the bulk bag unloading station had to be installed in a room with:
- Standard 8-foot ceilings
- Limited vertical space
- Existing processing equipment already in place
Traditional bulk bag unloaders were too tall to fit in the available space.

Solution
IEDCO designed a custom low-profile bulk bag unloader that discharged ingredients through the floor into the processing system below.
The system included:
- Custom interfaces to connect with the existing auger filler
- A compact bulk bag unloading station
- A controlled feed chute system
- A sanitary rotary valve to regulate ingredient flow
The new system allowed bulk ingredients to be discharged efficiently despite the facility’s height limitations.
Benefits included:
- Controlled, sanitary ingredient feeding
- Efficient use of limited space
- Integration with existing processing equipment
- Minimal facility modifications
Major Equipment Provided
- Custom low-profile bulk bag unloader
- Sanitary rotary valve
- Custom feed chute and process interface